
杭州3D打印:树脂打印的层高如何影响打印效果
3D打印的层高在3D打印工艺中十分重要,它直接影响着打印效果,今天杭州3D打印服务商——杭州麦客信息为大家以树脂打印为例,分享树脂打印的层高是如何影响打印效果的,帮助大家更深入的了解这项技术。
I. 什么是层高?它背后的技术原理
层高指的是每层固化的树脂有多厚,单位是微米(μm)。树脂打印常用的层高在10到100微米之间,比常见的FDM打印(通常≥100微米)要薄得多。这种差异源于树脂(光固化)打印本身的工作原理:
物理限制: 树脂打印的层高上限通常在100微米左右,主要受树脂里的光线散射和液体粘稠度影响。10微米则是目前技术能做到的最薄极限。
技术优势: 树脂3D打印机是用紫外线一层层“照”固液态树脂的。正因为层高可以做得这么薄,打印出来的东西表面才能非常光滑,接近注塑零件的效果。
II. 层高直接影响打印效果的三个方面
- 表面光滑度与“层纹”(阶梯效应)
- 薄层高(10–25 μm): 层数多了,Z轴方向的变化就更顺滑,“层纹”(像楼梯台阶一样的痕迹)就大大减轻。如果用10微米层高再加上“抗锯齿”功能,甚至能让层纹完全看不见,特别适合打印雕塑、珠宝这类要求外观精美的作品。
真实例子: 一个层高10微米、开了8倍抗锯齿打印的兵马俑骨骼模型,虽然花了3天时间,但表面确实看不到明显的层纹。
- 厚层高(50–100 μm): 层与层之间的“台阶”变高了,在曲面和斜面上就会看到明显的“锯齿”感,打印完通常需要打磨才能变光滑。
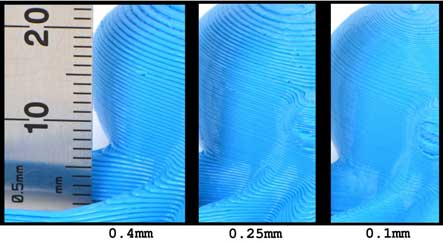
对比测试: 层高0.4毫米打印的模型,表面粗糙程度比层高0.1毫米打印的要高出3倍多(300%)。
- 还原精细细节的能力
- 微小结构: 层高低于25微米时,能捕捉到像头发丝、武器上的复杂花纹这种微米级的细节。比如,一个28毫米高的桌游微缩模型,眼睛或武器上的刻字就需要≤25微米的层高才能清晰。
- 斜面和曲线: 层高厚了,斜坡边缘看起来会有“像素块”感;层高薄了,边缘轮廓才能保持锐利清晰。
- 图示对比: 层高0.09毫米打印的球体,表面细节的清晰度比层高0.3毫米打印的球体高出40%。

(图片说明:层高0.09毫米的球体比0.3毫米层高的球体,表面细节清晰度高40%)
- 结实程度(强度)与层间的粘合力
层粘得牢: 薄层高(比如25微米)能让每一层树脂的曝光更均匀,这样层与层之间的分子结合得更紧密。相比50微米层高,这样做出来的东西抗拉能力(不容易被拉断)大概能强15%。
容易裂开: 厚层高会让每层之间的交界处成为“弱点”,受到撞击或压力时,更容易沿着这些层缝开裂或剥开(分层)。
III. 平衡层高与打印效率(时间和成本)
- 打印时间
时间省一半?差不多! 层高增加一倍(比如从50μm变成100μm),打印时间通常能缩短40–50%。举个例子:
打印一个50毫米的立方体:层高0.1毫米要377分钟,层高0.4毫米只要104分钟。这是因为,和FDM打印不同,树脂打印每一层需要的曝光时间是固定的(不管层厚薄)。总时间 ≈ 层数 × 每层曝光时间。层厚了,总层数就少了。
- 机器负担重: 用很薄的层高(低于25微米)打印会非常耗时,相应地,打印机硬件出故障(比如Z轴问题)的概率会增加约23%。
- 材料消耗
层高对耗材量的影响其实很小(不到5%),主要看模型体积大小。但是!打印时间拖得太长,树脂暴露在空气和光照下的时间也长,容易氧化变质,影响最终质量。
IV. 用好层高,别忘了调这些配合参数
· 曝光时间
必须跟着调: 层高变薄了,曝光时间必须相应缩短(不然树脂会“烤”过头)。比如:层高50微米时曝光可能需要2.5秒,层高降到25微米时,曝光大概只需1.8秒。
不调整后果:细节糊掉,或者树脂变脆、容易裂。
- 支撑和摆放角度
支撑更好拆: 层高薄了,支撑结构接触模型的“点”可以做得更细(直径小30%),拆支撑时不容易在模型上留疤。
角度省支撑: 把模型倾斜45度角摆放,再用25微米层高打印,能减少40%的支撑接触点(意味着更少疤痕、更好看的底面)。
- 抗锯齿技术 (Anti-Aliasing)
省时小技巧: 如果层高用50微米(省时间),但开启8倍抗锯齿功能,出来的表面光滑度能接近25微米层高的效果,同时还能省下35%的打印时间!这功能就是用来“模糊”层纹边缘的。
V. 怎么选层高?杭州3D打印公司为您分享以下实用建议
你要打印什么? 推荐层高 这样选的好处
功能测试件/大零件 50 μm 速度最快,表面有点粗糙没关系
展示模型/中等零件 25 μm 效果和速度兼顾 (ChiTuBox切片软件默认值)
微缩模型/精密零件 10–15 μm 细节最精细,但打印时间很长
选层高,就是在打印精细度和速度/效率之间找平衡:
≤25微米层高: 追求极致的表面效果和细节,适合做出来要给人“看”的东西(展示品、艺术品)。
≥50微米层高: 速度优先,快速验证功能或做大的零件,表面粗糙点也能接受。
用厚层高省时间时,可以靠调准曝光时间和开启抗锯齿来尽量弥补表面质量的损失。反过来,用薄层高追求精细时,也要清楚它对打印时间和机器稳定性要求更高。最终选哪个,取决于你这个模型最核心的用途是什么。
相关推荐
-

杭州麦客深入解析:3D打印什么材质能有不锈钢的效果
179您是否也曾这样纠结过—— 设计图上的不锈钢部件看起来质感满分, 但一想到开模的高成本、漫长的等待周期, 还有复杂结构带来的各种加工限制, 就让人望而却步? 而如果用普通3D打印材料, 虽然又快又省, 但那个塑料感十足的成品, 实在不好意思拿...
查看全文 -
3D打印与注塑成型:两种制造技术的核心差异与应用场景
320在制造业中,3D打印(增材制造)和注塑成型(减材制造)是两种截然不同的生产技术。它们在原理、效率、成本和应用场景上存在显著差异。杭州麦客信息将从技术特点、生产流程、经济性以及适用领域等角度,深入分析两者的区别,并为选择合适的技术提供参考。 ...
查看全文 -
杭州3D打印如何颠覆传统工业设计?解锁企业降本增效的终极密码
90在工业4.0浪潮中,谁能更快将创意转化为产品,谁就能抢占市场先机。传统工业设计从图纸到样机耗时数周甚至数月,而3D打印技术以极速出样、成本显著降低等优势,在工业设计领域越来越受欢迎。 作为企业决策者,您是否还在为以下问题困扰? - 样机制作周...
查看全文 -
树脂3D打印:珠宝设计与制造的革命
1373D打印正在变革珠宝制造,使珠宝商能够比以往更快、更精准、更高效地制作复杂设计。这一变革的核心是树脂3D打印技术,它通过省去模具制作中的许多手动步骤,加速了熔模铸造流程。通过将先进的3D打印技术与传统铸造工艺相结合,珠宝商现在可以尝试复杂的设计、制作...
查看全文





